

April
29
/ 2026
260
views
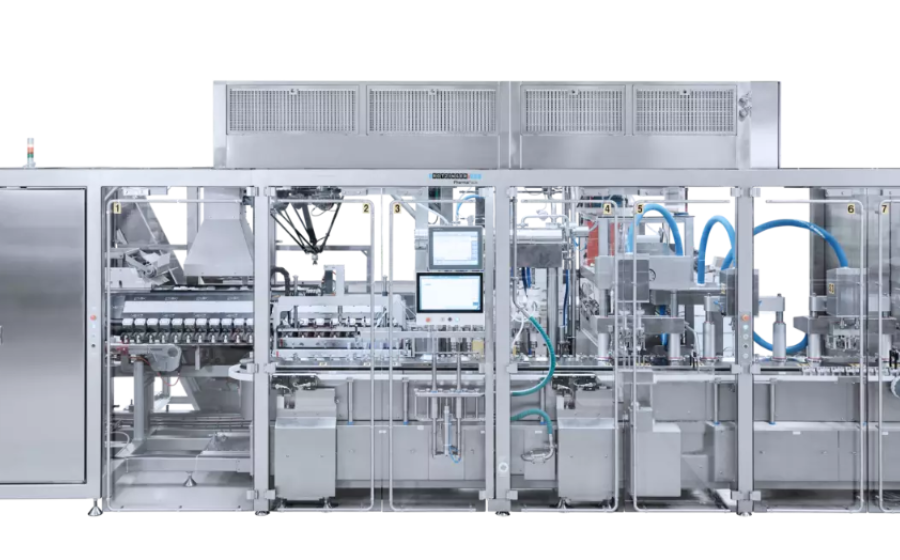
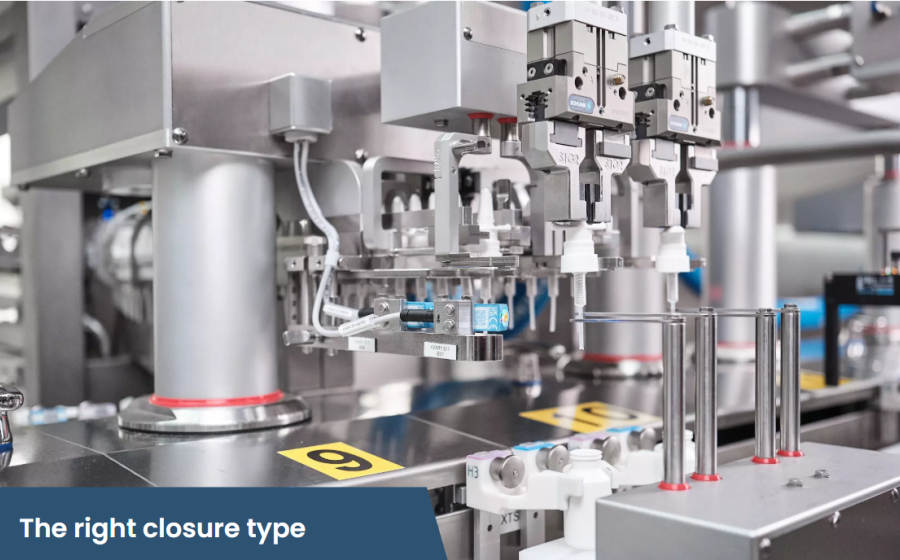
When it comes to packaging OTC pharmaceuticals, cosmetics, nutraceuticals, and personal care products, manufacturers have long struggled with the need for multiple machines to handle different product types, formats, and closures. Now, Rotzinger PharmaPack has unveiled a breakthrough solution that promises to change the way the industry thinks about flexibility: the VarioFill platform.